

1. Introduction: Why Choosing the Right Bag Manufacturer Matters
Selecting a competent bag manufacturer defines the trajectory of a brand’s market viability and long-term profitability. While many procurement officers fixate on initial unit costs, 90% of downstream supply chain failures stem from misaligned factory partnerships rather than pricing structures. Engaging an unqualified bag production company inevitably triggers a cascade of operational crises including chronic shipping delays, inconsistent material integrity, and catastrophic return rates that erode consumer trust.
Manufacturers lacking specialized machinery often overpromise on complex designs, triggering systemic failures that force brands to divert marketing resources toward air-freight rectifications and legal disputes over non-compliant goods. Verified manufacturing partnerships eliminate these risks by synchronizing structural durability and aesthetic consistency with global quality standards.
| Consequence of Poor Selection | Long-term Brand Impact | Financial Implications |
| Chronic Lead-time Volatility | Loss of Retailer Confidence | Missed Seasonal Revenue Windows |
| Substandard QC Protocols | High Return & Defect Rates | Increased Customer Acquisition Costs |
| Material Non-compliance | Legal & Regulatory Risks | Potential Inventory Liquidation |
2. Where Buyers Start: Finding Bag Manufacturers (And Why Most Get It Wrong)
The initial search for a custom bag manufacturer typically begins on aggregate platforms like Google, Alibaba, or international trade fairs where visual marketing often obscures actual factory limitations. Most buyers seeking a canvas bag manufacturer or a tote bag manufacturer fall into the trap of superficial verification, prioritizing high-ranking search results over localized industrial intelligence. This lack of transparency makes it nearly impossible to distinguish a high-capacity custom bag factory from a small-scale workshop operating without standardized overhead.
Traditional sourcing channels frequently fail to provide the granular data necessary to judge a tote bag manufacturer’s true workload or technical specialization. Buyers often initiate contact based on digital catalogs that may not reflect the factory’s current mechanical state or workforce stability. This information asymmetry is precisely where most costly mistakes begin, as procurement teams commit to a canvas bag manufacturer without verifying their specific experience in high-stress structural sewing or heavy-duty textile handling.
- Platform Limitations: Alibaba and Global Sources prioritize advertising spend over technical audit scores.
- The “Sample Trap”: Master craftsmen produce perfect prototypes that the broader production line cannot replicate.
- Geographic Blind Spots: Overlooking specialized manufacturing clusters reduces access to optimized component supply chains.
2.1 Red Flag #1: No Clear Factory Identity (Factory vs. Trader)
A fundamental risk in international sourcing is the inability to distinguish a genuine bag manufacturing factory from a pure trading entity masquerading as a producer. A bag sourcing factory that lacks internal production lines functions as a middleman, adding a layer of cost while significantly diluting quality control and communication speed. While some traders offer valuable consolidation services, many claim the identity of a bag factory to secure contracts they then outsource to unknown, lower-tier workshops.
Our operational model utilizes a “Core Factory + Strategic Partner” ecosystem, ensuring that while we maintain a massive 20,000㎡ bag factory supplier headquarters, we also manage a vertically integrated network for specialized components. A transparent bag manufacturing factory will provide unedited video documentation of their production floor, employee count, and machinery inventory upon request.
- In-house Production Indicators: Presence of heavy-duty stitching machines, automated cutting tables, and onsite raw material warehouses.
- Trading Company Markers: Vague descriptions of “partner facilities” and an inability to provide real-time updates on specific production stages.
- Risk Mitigation: Conduct a live video audit or hire a third-party inspector to verify the physical existence of the bag factory.
2.2 Red Flag #2: Weak Material Knowledge in Luggage Production
Material expertise is the cornerstone of a high-performance luggage factory. Many buyers fail to ask what are the common materials used in luggage production, leading to the selection of a PU bag manufacturer when the project actually demands the abrasion resistance of a nylon bag factory. Manufacturers lacking deep material science knowledge often substitute specified high-denier fabrics for cheaper alternatives that look identical but fail under mechanical stress.
Professional polyester bag manufacturers must understand the interplay between GSM, tensile strength, and UV stability. International luggage factories specializing in travel gear account for the specific impact resistance differences between polycarbonate and ABS plastics.Substandard material selection is the primary cause of handle failures, zipper bursts, and fabric delamination in high-use environments.
| Material Type | Typical Application | Key Performance Metric |
| High-Tenacity Nylon | Tactical & Travel Gear | Abrasion & Tear Resistance |
| Recycled Polyester (RPET) | Eco-conscious Retail | Sustainability & Color Fastness |
| Premium PU Leather | Fashion & Corporate | Hand-feel & Flexural Strength |
| Technical Textiles | Medical & Outdoor | Antimicrobial & Waterproof Ratings |
2.3 Red Flag #3: No Proven Category Experience
Generalist factories often struggle when transitioning between highly different product architectures. A skilled handbag manufacturer may lack the specialized structural reinforcement techniques required by a backpack manufacturer. Specialized laptop bag manufacturers prioritize internal padding density and shock absorption while cosmetic bag producers focus on leak-proof linings and chemical resistance to oils and pigments. Proven category experience ensures travel bag manufacturers understand specific load-bearing points and ergonomic requirements of the end user. Factories claiming expertise in backpack manufacturing while maintaining portfolios of simple shopping bags likely lack the internal quality control knowledge required to detect structural flaws in complex multi-compartment builds.
- Category Specialization: High-performance backpacks require reinforced “X” stitching at stress points.
- Technical Precision: Laptop bags demand specific tolerances for foam thickness to ensure electronic safety.
- Aesthetic Sensitivity: Fashion handbags require edge-painting and hardware alignment skills that industrial bag factories often ignore.
2.4 Red Flag #4: No Eco-Friendly Manufacturing Capability
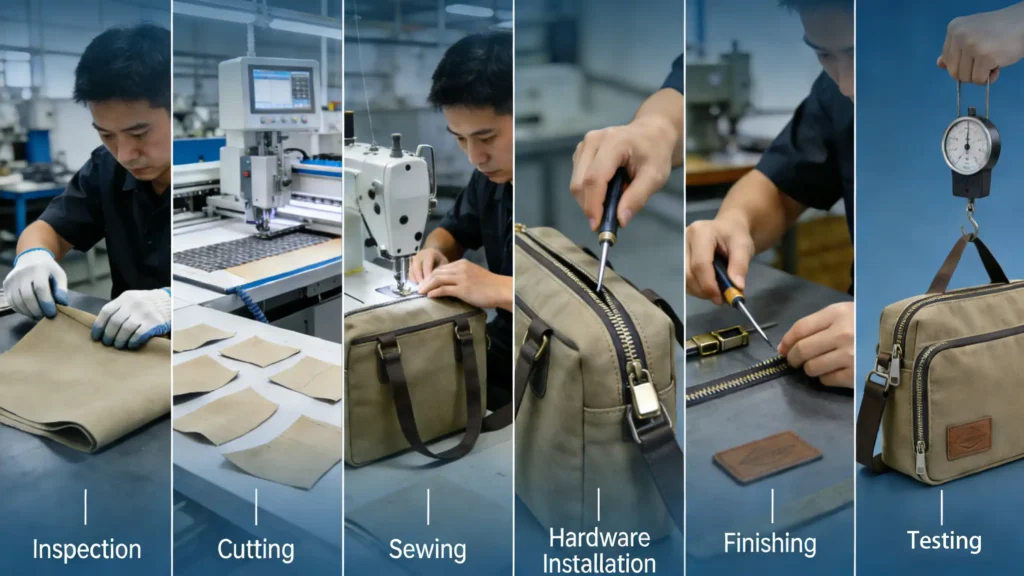
High-volume bag manufacturing plants lacking multi-stage Quality Control systems create significant operational risks for buyers requiring more than a final inspection. Robust production plants integrate QC into every stage through Incoming Quality Control for materials, In-Process Quality Control during sewing, and Final Quality Control before packing. Standardized testing equipment including salt spray testers, color fastness meters, and tensile strength machines remains non-negotiable for professional facilities to prevent high product variance caused by subjective manual inspection.
- Sustainability Audits: Look for BSCI, Sedex, or GRS certifications as baseline requirements.
- Material Innovation: Inquire about water-based coatings versus traditional solvent-based finishes.
- Waste Management: A professional eco bag factory must demonstrate closed-loop water systems or localized recycling protocols.
2.5 Red Flag #5: No Real Quality Control System
High-volume production lacking multi-stage Quality Control (QC) inherently risks systemic failure, whereas comprehensive manufacturing integrity requires embedding rigorous Incoming Quality Control (IQC) for raw materials, In-Process Quality Control (IPQC) throughout the sewing phase, and Final Quality Control (FQC) prior to packaging into every production stage to transcend the limitations of mere final inspections.
Standardized testing equipment—such as salt spray testers for hardware, color fastness meters, and tensile strength machines—is non-negotiable for a professional bag manufacturing plant. Relying solely on the “eyes” of the workers leads to high variance in product quality.

- Incoming Material Inspection: Testing zippers for 5,000+ cycles and checking fabric color batches against pantone standards.
- Pilot Run Evaluation: Producing the first 50 units to identify potential assembly bottlenecks before full-scale production.
- Third-Party Integration: Allowing AQL 2.5/4.0 inspections by outside agencies without hesitation.
2.6 Red Flag #6: Weak OEM / ODM Customization Capability
Many factories act as simple “cut and sew” shops, lacking the internal R&D to function as a true OEM bag manufacturer. A partner that cannot provide professional CAD drawings or material suggestions is not an ODM bag manufacturer; they are merely executors of existing designs. A high-value custom bag supplier should offer design optimization to reduce material waste and improve manufacturing efficiency.
Maintaining color fidelity requires an in-house suite of advanced sublimation, silk-screen, and digital UV printing capabilities, as a manufacturer’s reliance on the client for technical design solutions indicates an engineering deficit incompatible with complex product launches.
- Prototyping Speed: A capable custom bag supplier should deliver a technical prototype within 7–10 days.
- Design Consultations: Suggesting hardware upgrades or strap reinforcements based on projected load weights.
- Technical Documentation: Providing full tech packs that include BOM (Bill of Materials) and construction blueprints.
2.7 Red Flag #7: Cannot Support Startups or Private Labels
Many massive factories refuse to work with emerging brands due to low initial volumes, but a private label bag manufacturer that rejects startups misses the opportunity to grow with the next market leader. A versatile private label bag factory offers low Minimum Order Quantities (MOQs) or “white label” designs that allow new brands to enter the market with minimal capital risk.
Our startup services include modular design options where a brand can customize existing high-performing templates with their logo and hardware. This reduces the need for expensive new molds and allows a private label bag manufacturer to provide rapid turnaround times for market testing.
| Service Level | Target Buyer | Typical MOQ |
| White Label | Rapid Market Entry | 50 – 100 units |
| Private Label | Established Brands | 300 – 500 units |
| Full OEM/Custom | Enterprise / Unique IP | 1,000+ units |
2.8 Red Flag #8: Limited Bulk Production & Supply Chain Stability
Scaling capacity during peak seasons requires bulk bag manufacturers to maintain quality standards beyond the inherent limitations of smaller workshops. A supplier’s reliance on single raw material vendors creates significant supply chain vulnerabilities, whereas established wholesalers utilize diverse upstream partnerships to maintain consistent material flow throughout global logistics crises.
Capacity is not just about floor space; it is about workforce retention. A bulk bag manufacturer with high employee turnover will suffer from inconsistent stitching quality. We maintain 180+ skilled workers across 20,000㎡ to ensure that we can handle high-volume orders for global retailers while maintaining a stable lead time of 30–45 days.
- Production Capacity: Monthly output of 100,000+ units for standard designs.
- Supply Chain Resilience: Multi-sourced hardware and fabric vendors across different geographic regions.
- Financial Stability: A manufacturer’s financial stability enables the bulk procurement of raw materials to effectively lock in pricing against inflationary pressures.
2.9 Red Flag #9: Functional and High-Margin Manufacturing Deficiencies
Technical manufacturing requires precision far beyond standard fashion bags. A cooler bag manufacturer must understand thermal conductivity and leak-proof ultrasonic welding, while an insulated bag manufacturer needs to manage high-density foam layers without creating bulky, unmarketable seams. If a factory specializes in simple shoppers, they will likely fail as a tool bag manufacturer where load-bearing reinforcement is critical.
Similarly, a medical bag manufacturer must comply with specific hygiene standards and provide compartments for sensitive instruments, while a sports bag manufacturer focuses on ventilation and moisture-wicking textiles. High-margin bags require a specialized equipment list including hot-press machines and specialized heavy-duty needles.
- Cooler/Insulated Bags: Utilization of PEVA or TPU linings with heat-sealed seams to prevent leakage.
- Tool Bags: Heavy-duty 1680D polyester paired with molded plastic bases for maximum durability.
- Medical/Sports: Inclusion of antimicrobial coatings and specialized organizational dividers.
2.10 Red Flag #10: No Innovation in Niche or Tech Bags
The highest technical barrier in the industry lies in specialized tech bags. A smell proof bag manufacturer must master activated carbon filtration layers, while a faraday bag manufacturer or RFID bag manufacturer requires the integration of metallic shielding fabrics that block all electromagnetic signals. These are not standard sewing tasks; they require laboratory-grade testing to verify performance.
Anti-theft bag manufacturing necessitates the seamless integration of cut-proof wires and specialized locking mechanisms alongside the complex processing of UHMWPE or Aramid fibers, materials notoriously resistant to standard sewing techniques. A manufacturer’s inability to articulate the underlying science of these technical hurdles serves as a critical indicator of decorative rather than functional product quality.
- Smell-Proof Technology: Multi-layer carbon lining with waterproof zippers to trap odors effectively.
- Signal Blocking: Double-fold Velcro closures paired with high-grade copper/nickel shielding for Faraday bags.
- Security Features: Hidden zippers, TSA-approved locks, and slash-resistant internal mesh.
3. China vs. US Bag Factories: Cost, Capability, and Flexibility
Deciding between a China bag factory and US bag factories involves a complex evaluation of lead times, labor costs, and manufacturing depth. A bag factory Guangzhou offers an unparalleled supply chain ecosystem where hardware, textiles, and packaging are all located within a 50-mile radius, allowing for extreme flexibility in custom development. US-based manufacturing often provides a “Made in USA” marketing advantage but frequently struggles with high labor costs and a limited variety of technical fabric availability.
| Feature | China Bag Factory (Guangzhou) | US Bag Factories |
| Labor Cost | Highly Competitive | High / Premium |
| Supply Chain | Vertical & Integrated | Fragmented / Imported Components |
| MOQ Flexibility | High (due to volume) | Lower (but higher unit price) |
| Technical Depth | Specialized & Advanced | Limited to Standard Designs |
4. How to Find a Reliable Bag Factory for Custom Manufacturing
To find a reliable bag factory, buyers must implement a rigorous screening process that moves beyond digital storefronts. A trustworthy bag supplier will be transparent about their limitations and provide a clear roadmap for production. Whether you are working with a bag exporter or a direct manufacturer, use the following checklist to verify their operational integrity:
- Physical Audit: Does the factory have a legitimate business license and recent social compliance audits (BSCI/Sedex)?
- Technical Consultation: Can they provide a technical tech pack and suggest material improvements?
- Sample Verification: Does the production sample match the technical specifications in terms of weight, stitching density, and hardware quality?
- Communication: Does the bag supplier have an English-speaking project manager who understands technical manufacturing terminology?
5. Affordable Bag Factories with Low MOQ: What Buyers Should Know
Finding a low MOQ bag factory requires understanding the relationship between volume and cost structure. A wholesale bag supplier can offer lower quantities by utilizing “stock fabrics” already present in the local market, rather than ordering custom-dyed materials which require high minimums from textile mills. Buyers should realize that “affordable” should never mean “cheap,” as the cost of a failed product line far outweighs the savings of a low-quality unit.
- MOQ Logic: Custom-dyed fabrics usually require 1,000+ yards; stock fabrics allow for runs of 100–300 units
- Tooling Costs: New molds for hardware or plastic bases add significant upfront costs to small orders.
- Efficiency Gap: Small runs are less efficient for the factory, resulting in a higher per-unit labor cost.
6. Conclusion: Avoid Costly Mistakes and Build Long-Term Partnerships
The difference between a successful product launch and a supply chain nightmare lies in the manufacturer you select today. By identifying these 10 red flags early—from weak material knowledge to lack of technical innovation—you protect your brand’s reputation and bottom line. A reliable factory is more than a supplier; they are a strategic extension of your company. Choosing the right bag manufacturer ensures that your vision is realized with precision, durability, and a clear path toward long-term profit.



